Project Description
Filament PVA, czyli poli(alkohol winylowy), jest termoplastem rozpuszczalnym w wodzie. Z tego powodu świetnie sprawdzi się jako materiał podporowy w skomplikowanych wydrukach z innych tworzyw (np. PLA, PET-G, TPU, PA).
Stosując PVA na dwugłowicowej drukarce, można w jednym podejściu wydrukować modele, które w innym przypadku wymagałyby drukowania w częściach, klejenia lub nie byłyby wcale możliwe do wykonania! Po zakończonym druku wystarczy zanurzyć model w ciepłej wodzie (jednak nie przekraczającej temperatury odkształcenia cieplnego filamentu, z którego wykonana jest właściwa część wydruku). W zależności od wymiarów modelu i ilości zużytego PVA, taka kąpiel może potrwać od kilkunastu minut do kilku godzin. Mieszanie wody w zbiorniku może przyspieszyć proces rozpuszczania podpór.
Ulepszona wersja - PVA-2 - charakteryzuje się wyższą odpornością temperaturową dzięki czemu doskonale sprawdzi się w roli materiału podporowego podczas wydruku z materiałów do zastosowań technicznych. Filament PVA-2 może być stosowany w aktywnie grzanej komorze w temperaturze wynoszącej maksymalnie 70°C.
PVA drukuje się w niskich temperaturach, w otwartej drukarce i na niepodgrzewanym stole. Ze względu na silną higroskopijność trzeba przechowywać filament w szczelnie zamkniętej torebce lub pojemniku z pochłaniaczem wilgoci. Przechowywanie PVA z dala od promieni słonecznych i w temperaturze między 15°C a 25°C przedłuży jego żywotność.

Średnica
Średnica
1,75 mmWaga
Waga
500 gKolor
Kolor

BRAK ZAPACHU

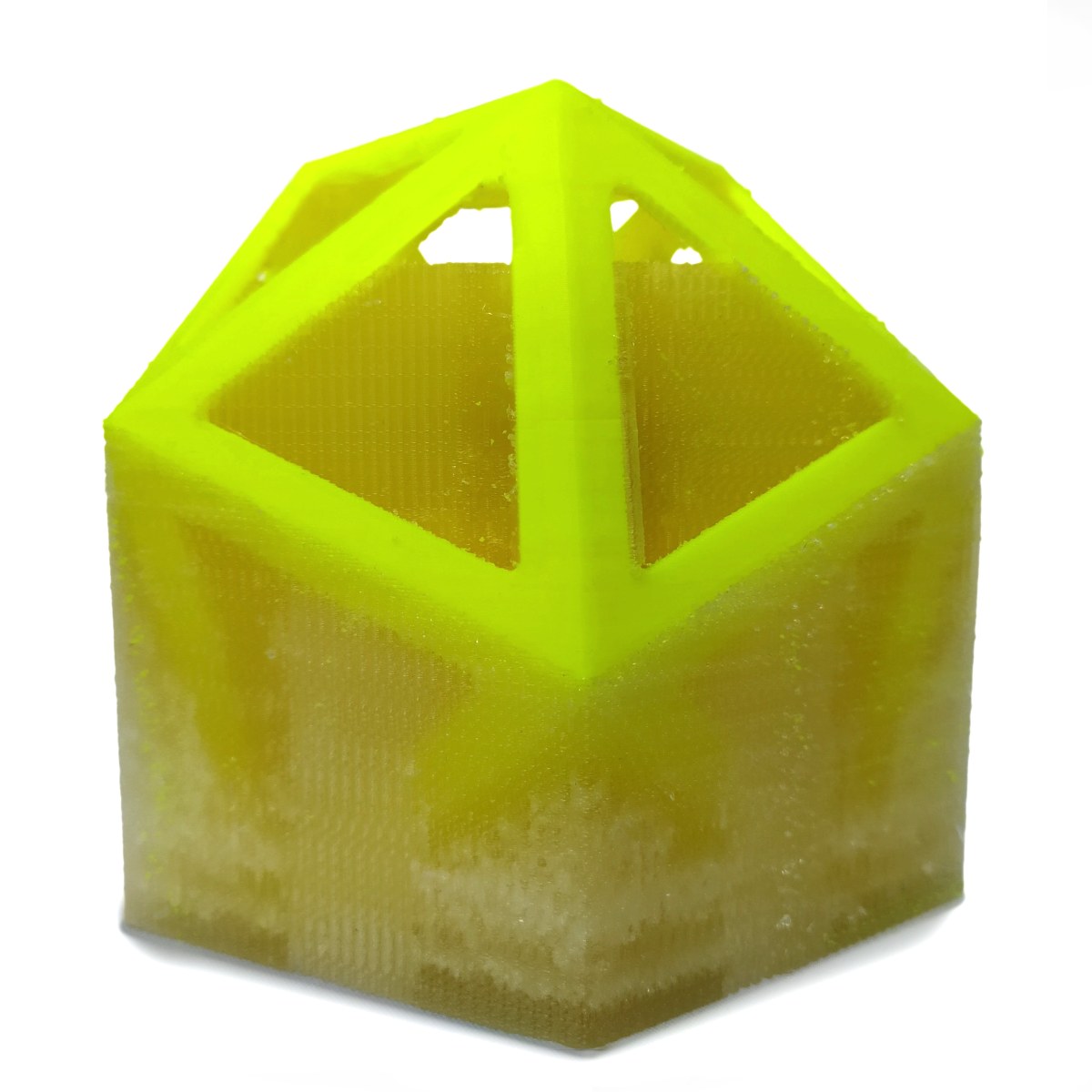
podpory - PVA
kostka - PLA Starter Neon Yellow
supports - PVA
cube - PLA Starter Neon Yellow
podpory - PVA
kostka - PLA Starter Neon Yellow
supports - PVA
cube - PLA Starter Neon Yellow

kostka - PLA Starter Neon Yellow
cube - PLA Starter Neon Yellow
supports - PVA
podpory - PVA

ZASTOSOWANIE
ZASTOSOWANIE
Podpory wydruków 3D:
- łatwe do usunięcia, bo rozpuszczalne w wodzie,
- w miejscach, w których podpory z nierozpuszczalnych materiałów byłyby niemożliwe do usunięcia,
- pozostawiające gładką powierzchnię wydruku po usunięciu,
- biodegradowalne.
Wydruki 3D:
- w dowolnej orientacji na stole roboczym, aby poprawić estetykę i/lub wytrzymałość elementu,
- zawieszone w powietrzu - wsparte strukturą zbudowaną z PVA.

JAK DRUKOWAĆ
JAK DRUKOWAĆ
temperatura ekstruzji: 190-215°C
temperatura stołu: 50-70°C
prędkość druku: 20-50 mm/s
Filament można drukować na stołach niepodgrzewanych, w otwartej komorze. W razie problemów z adhezją zalecamy stosowanie środka adhezyjnego. Chłodzenie wydruku jest zalecane. Jego moc należy dostosować do możliwości drukarki i geometrii drukowanego modelu.
PARAMETRY TECHNICZNE
| Średnica | 1,75 mm |
| Tolerancja średnicy | +/- 0,05 mm |
| Tolerancja owalności | +/- 0,02 mm |
| Waga | 500 g |
| Temperatura druku | 190-215°C |
| Temperatura stołu | 50-70°C |
Więcej szczegółów, na przykład normy, na podstawie których zostały zrobione badania, znajdziesz w karcie technicznej filamentu (TDS).
PARAMETRY FIZYCZNE
| Gęstość | 1,25 g/cm3 |
| Zapach | bezwonny |
| Temperatura odkształcenia cieplnego | 41,5°C (HDT A wg ISO 75) |
| Temperatura mięknięcia wg Vicata | 60,2°C |








{kind=link}