PLA LW AERO – sztuka redukcji masy wydruków
:fill(white)/37c42219dee999c1ba74a5118f5e890e)
Drukarki 3D to świetna sprawa – nie tylko ratują w codziennych awariach, ale też pozwalają rozwijać pasje. Własnoręcznie zrobiona część do drona? Element zbroi cosplayowej? A może lekki model samolotu? Dla wszystkich, którzy kochają tworzyć, mamy coś specjalnego – ROSA3D PLA LW AERO.
To filament, który potrafi zdziałać cuda. Dzięki specjalnej formule wydruki mogą być nawet 2,5 razy lżejsze niż te z tradycyjnego PLA, przy zachowaniu tych samych wymiarów. Jak to możliwe? Ten materiał jest spieniony, co oznacza, że w trakcie druku lekko “puchnie”, tworząc porowatą strukturę. Efekt? Nie tylko ultralekkość, ale też niewidoczne warstwy – gotowy wydruk wygląda bardziej jak odlany niż drukowany.
ROSA3D PLA LW AERO to idealny wybór dla fanów zdalnie sterowanych modeli latających, gdzie każdy gram ma znaczenie. Ale świetnie sprawdzi się też przy tworzeniu cosplayowych rekwizytów, lekkich dekoracji czy kreatywnych projektów DIY.
Wystarczy odpowiednio ustawić współczynnik przepływu (czyli ilość filamentu podawanego podczas druku) i gotowe – można lecieć z pomysłami! W dalszej części artykułu znajdziesz proste wskazówki, jak to zrobić krok po kroku.
Jeśli więc chcesz, by Twoje projekty były lekkie jak piórko, wyglądały profesjonalnie i robiły wrażenie – sięgnij po ROSA3D PLA LW AERO. To filament, który naprawdę potrafi unieść Twoje pomysły!
Do czego można wykorzystać ROSA3D PLA LW AERO?
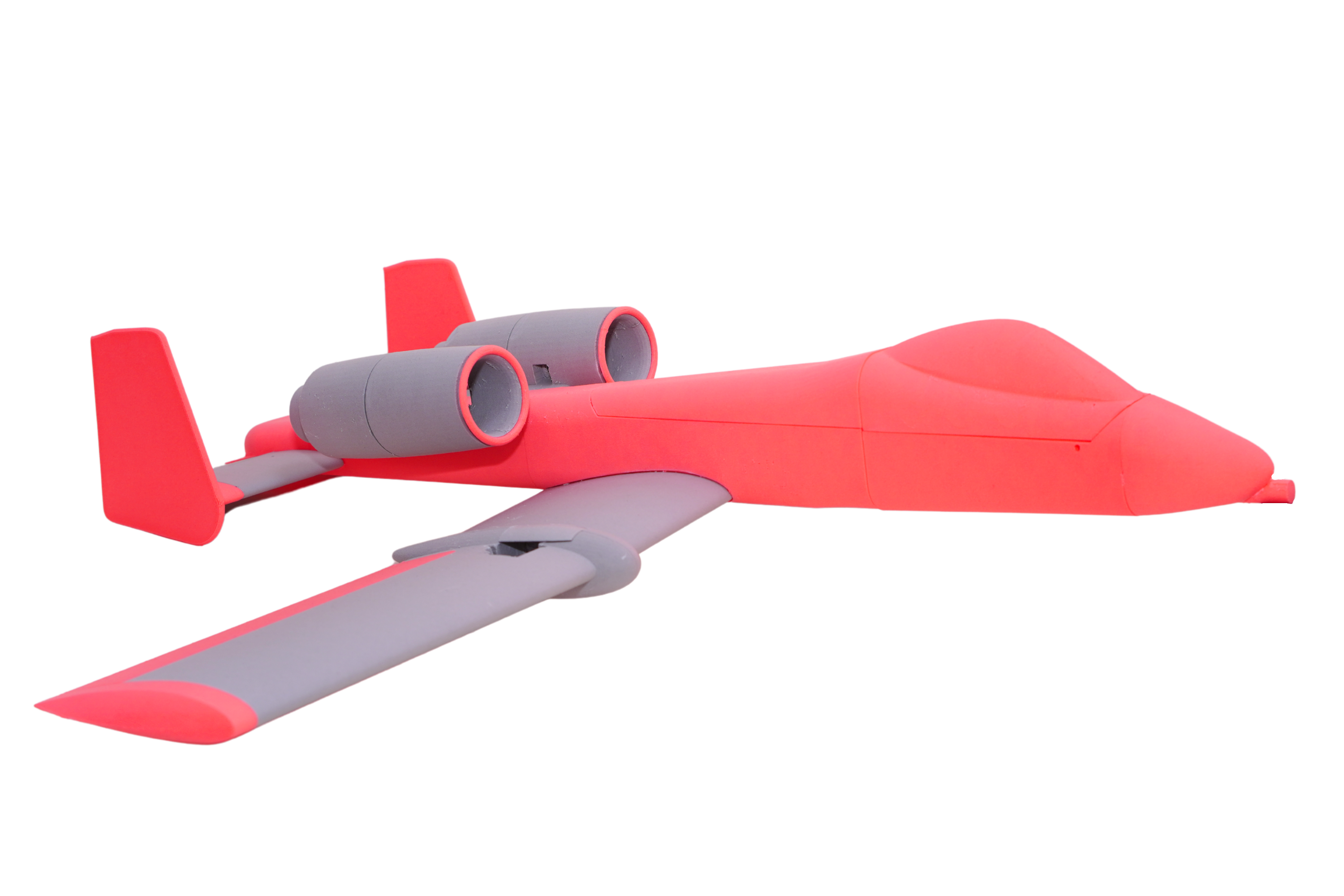
PLA LW AERO Neon Orange i Gray.
Ten filament naprawdę pokazuje pazur, gdy liczy się lekkość i wygląd! Jego porowata struktura sprawia, że warstwy są praktycznie niewidoczne, a powierzchnia idealnie nadaje się do malowania, szlifowania czy innych modyfikacji. To otwiera masę możliwości dla hobbystów i twórców!
Świetnie sprawdzi się m.in. przy:
• zdalnie sterowanych samolotach i dronach – każdy gram mniej to dłuższy lot i lepsza zwrotność,
• modelach do rzucania z ręki – lekkie i trwałe, idealne do zabawy i testów aerodynamiki,
• obudowach do elektroniki i konstrukcji RC, gdzie masa gra kluczową rolę,
• kostiumach cosplayowych – duże, efektowne elementy zbroi czy akcesoria nie będą już ciążyć po kilku minutach noszenia,
• rekwizytach do filmów i sesji zdjęciowych – szybki druk, niska waga, łatwe malowanie – czego chcieć więcej?
To tylko początek! Jeśli masz pomysł na coś dużego, lekkiego i oryginalnego – ten materiał Cię nie zawiedzie.
Opis i kalibracja
ROSA3D PLA LW AERO składa się przede wszystkim z polilaktydu (znany ze swojej bezproblemowej obsługi) oraz czynnika spieniającego. Efekt spieniania jest regulowany przez zmianę temperatury. W naszym materiale efekt ten można osiągnąć już od 220 °C. Spienianie materiału to nie tylko mniejsza masa, ale również dodaje wydrukom chropowate wykończenie, które ukrywa warstwy. Dodatkowo spieniony filament jest łatwiejszy w obróbce mechanicznej, wydruki z tego materiału można łatwo ciąć i szlifować.

Zestawienie kolorów PLA LW AERO Black, Gray, White, Yellow i Neon Orange.
| Parametry druku | ||||
| Temperatura dyszy [°C] | 220 – 250 | |||
|---|---|---|---|---|
| Temperatura stołu [°C] | 40 – 60 | |||
| Prędkość druku [mm/s] | 5 – 60 | |||
| Nawiew [%] | 0 – 20 | |||
| Zamknięta komora | Nie | |||
| Zalecana dysza | mosiądz/stalowa | |||
Efektywność spieniania będzie inny dla każdej drukarki. Zależy to przede wszystkim od budowy hotendu. Według naszych testów przeprowadzonych na różnych drukarkach ROSA3D PLA LW AERO największy efekt spieniania występuje przy temperaturze między 240 a 250 °C. Dla tych temperatur współczynnik ekstruzji należy ustawić w okolicach 0.4.

Zmiana grubości ścianek w PLA LW AERO w zależności od temperatury.
Dla najlepszych efektów zalecamy samodzielne przeprowadzenie kalibracji współczynnika przepływu przy różnych temperaturach w przedziale 220 – 250 °C. Niezbędnym narzędziem będzie suwmiarka. W PrusaSlicer należy zmienić ustawienia według zrzutów ekranu poniżej.
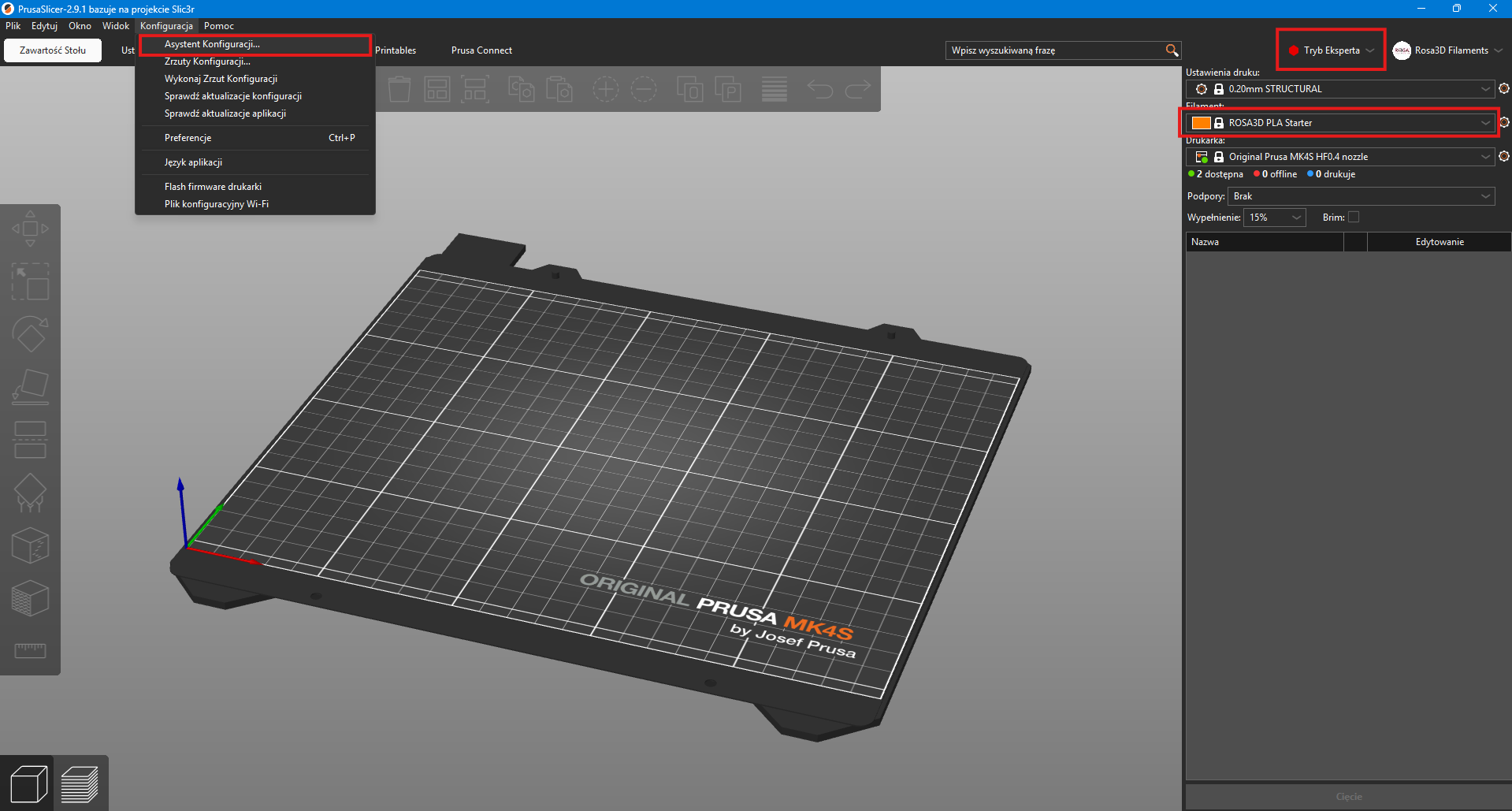
Z listy filamentów należy wybrać profil ROSA3D PLA Starter. Jeśli nie ma to należy dodać za pomocą Asystenta konfiguracji. Należy również włączyć Tryb Eksperta.
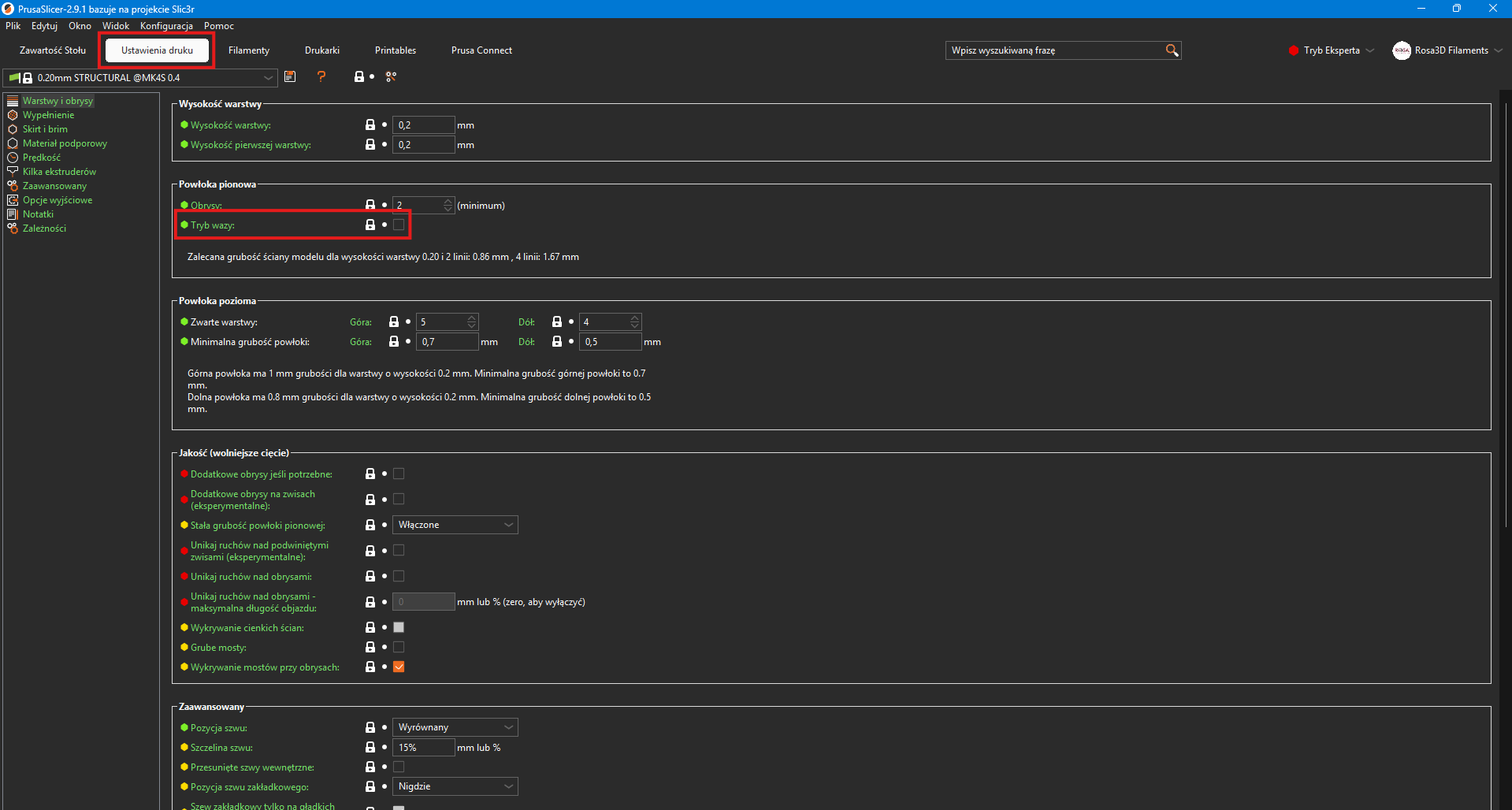
W zakładce Ustawienia druku należy włączyć Tryb wazy.
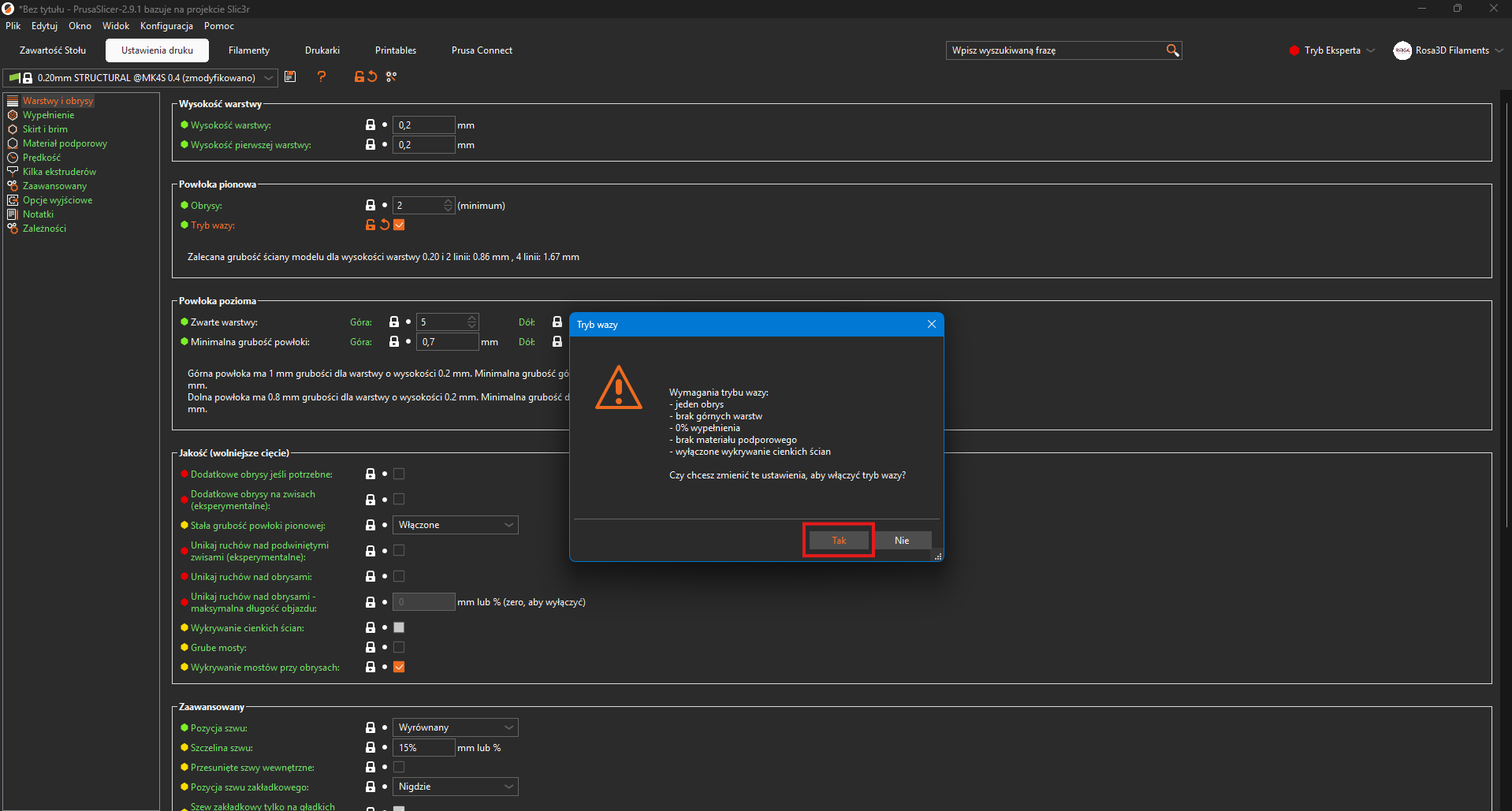
I zatwierdzić.
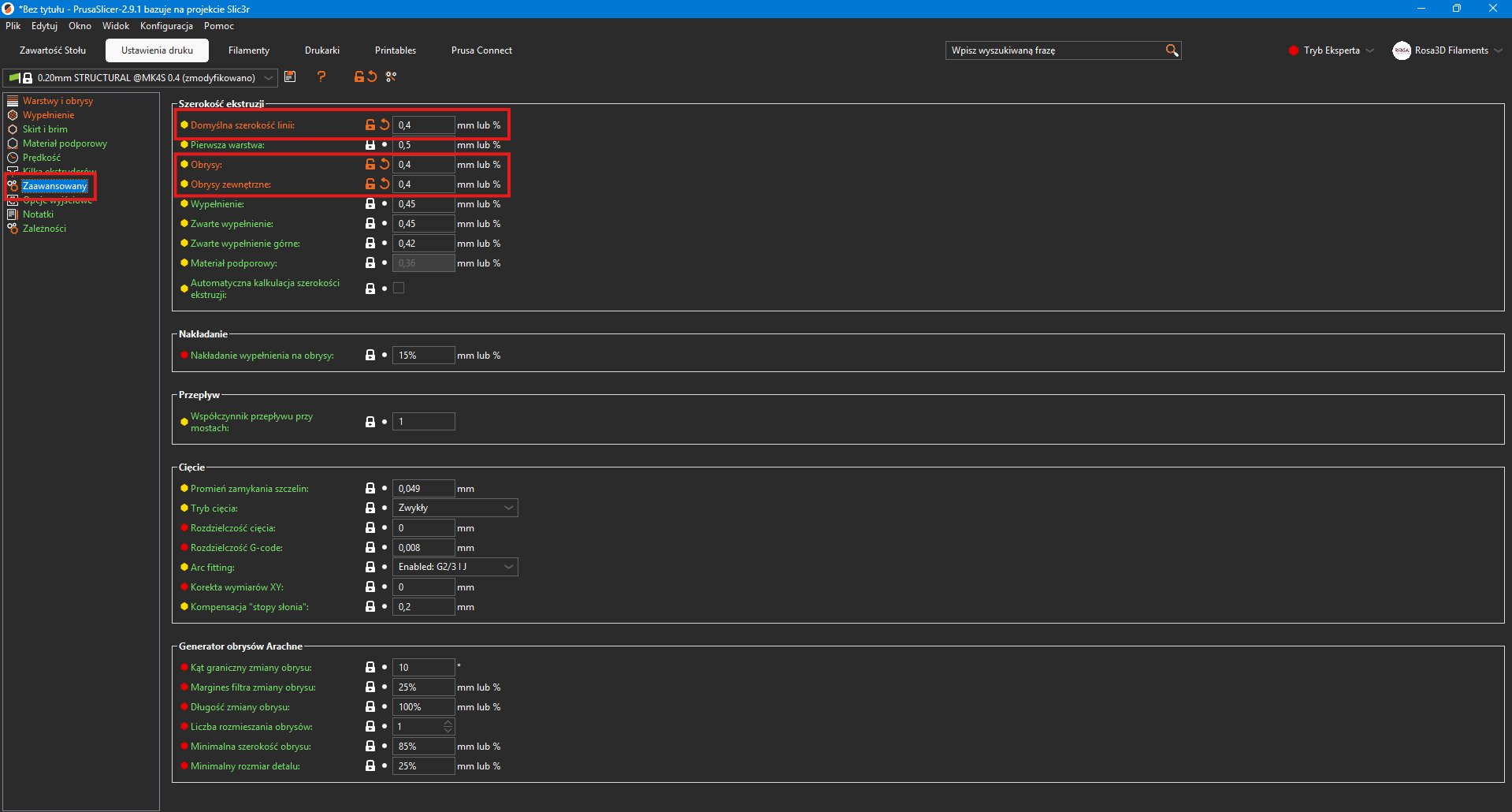
W tej samej zakładce, ale w opcjach Zaawansowane należy zmienić wartości według zrzutu ekranu powyżej.
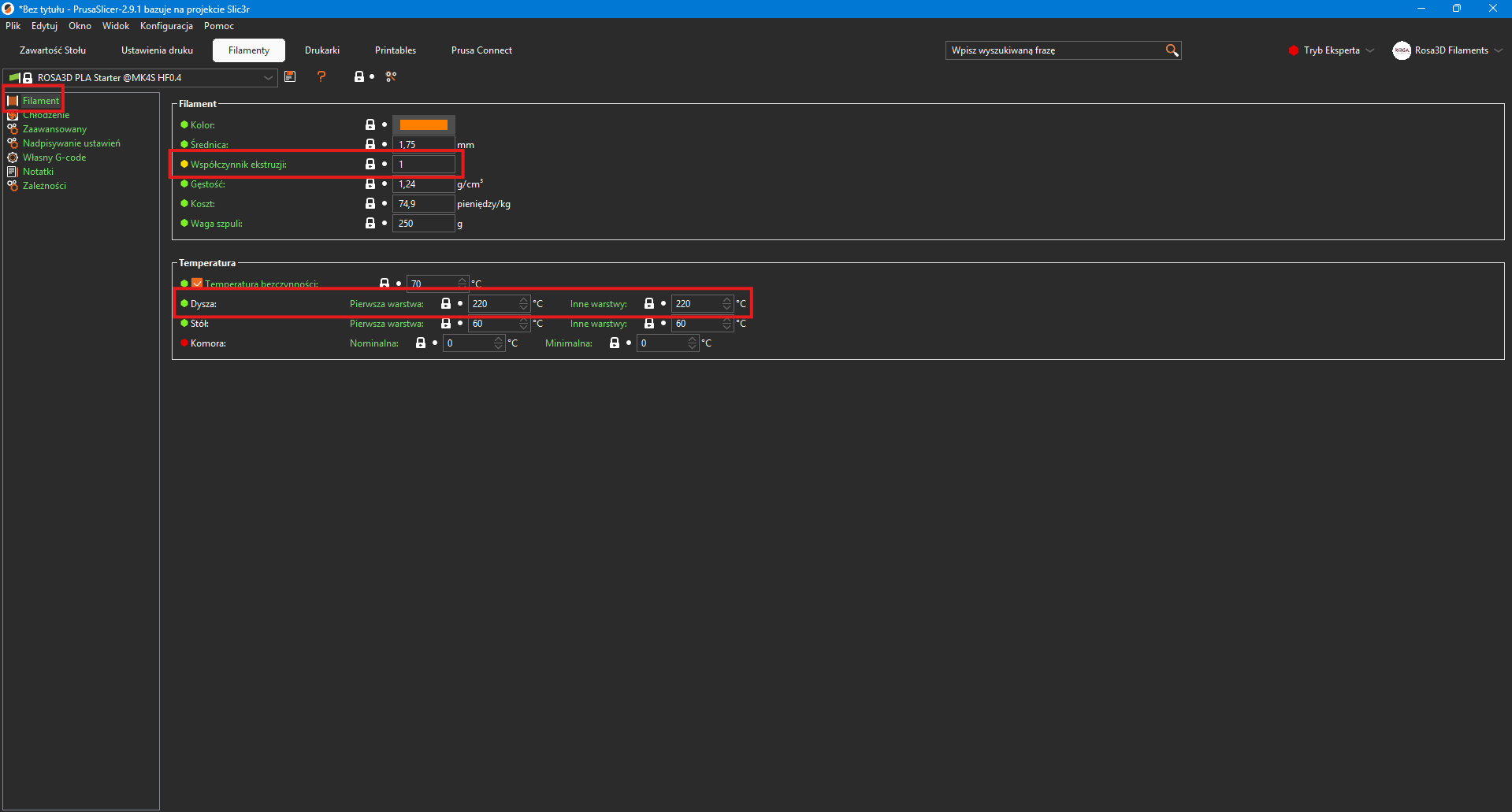
W zakładce Filamenty należy zwrócić uwagę na wartości zaznaczone prostokątami. Współczynnik ekstruzji podczas kalibracji powinien wynosić 1. Temperaturę należy zmienić w zakresie 220 – 250, w zależności od potrzeb.
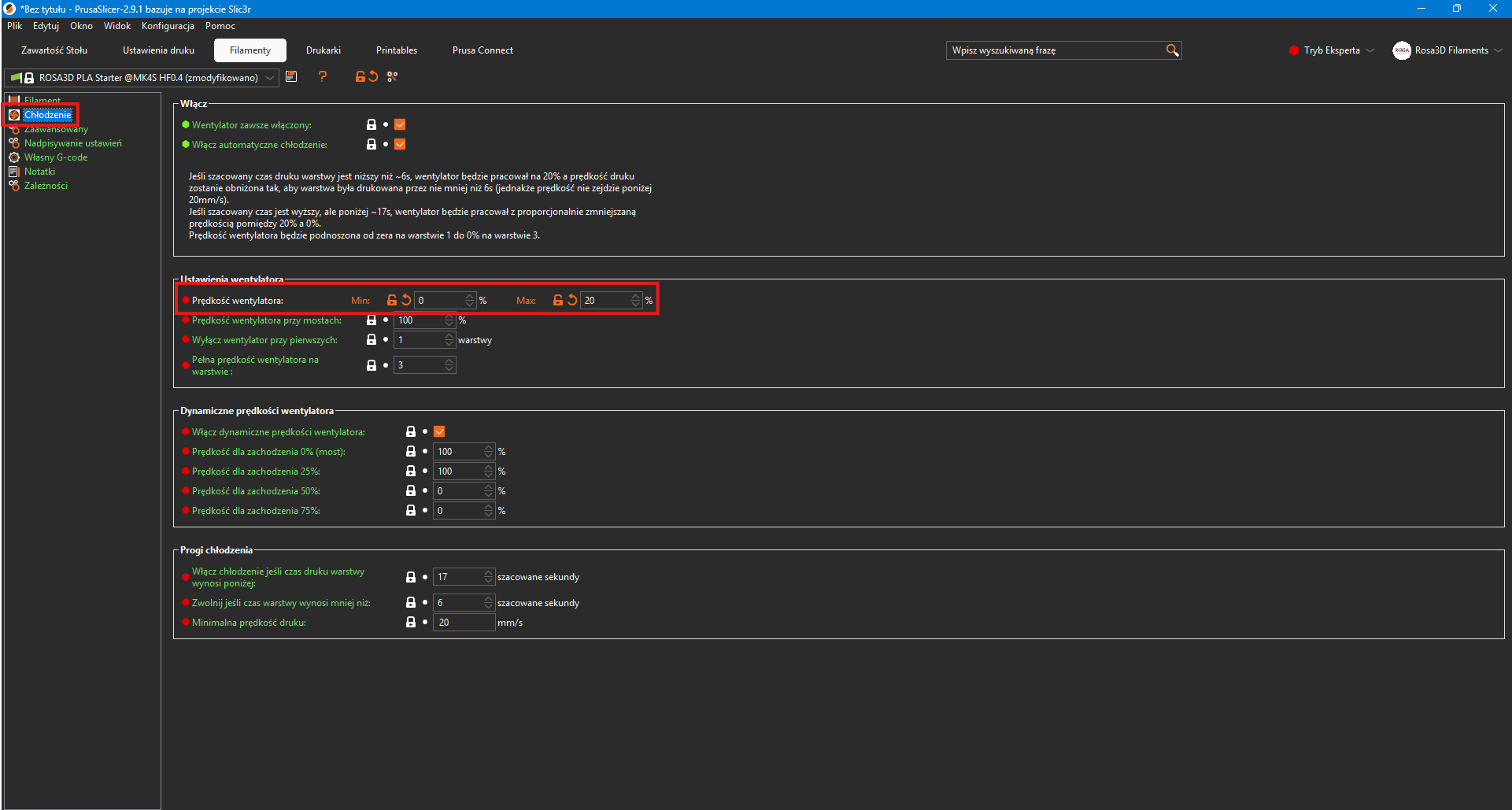
I zmienić prędkości wentylatorów według zrzutu ekranu powyżej.
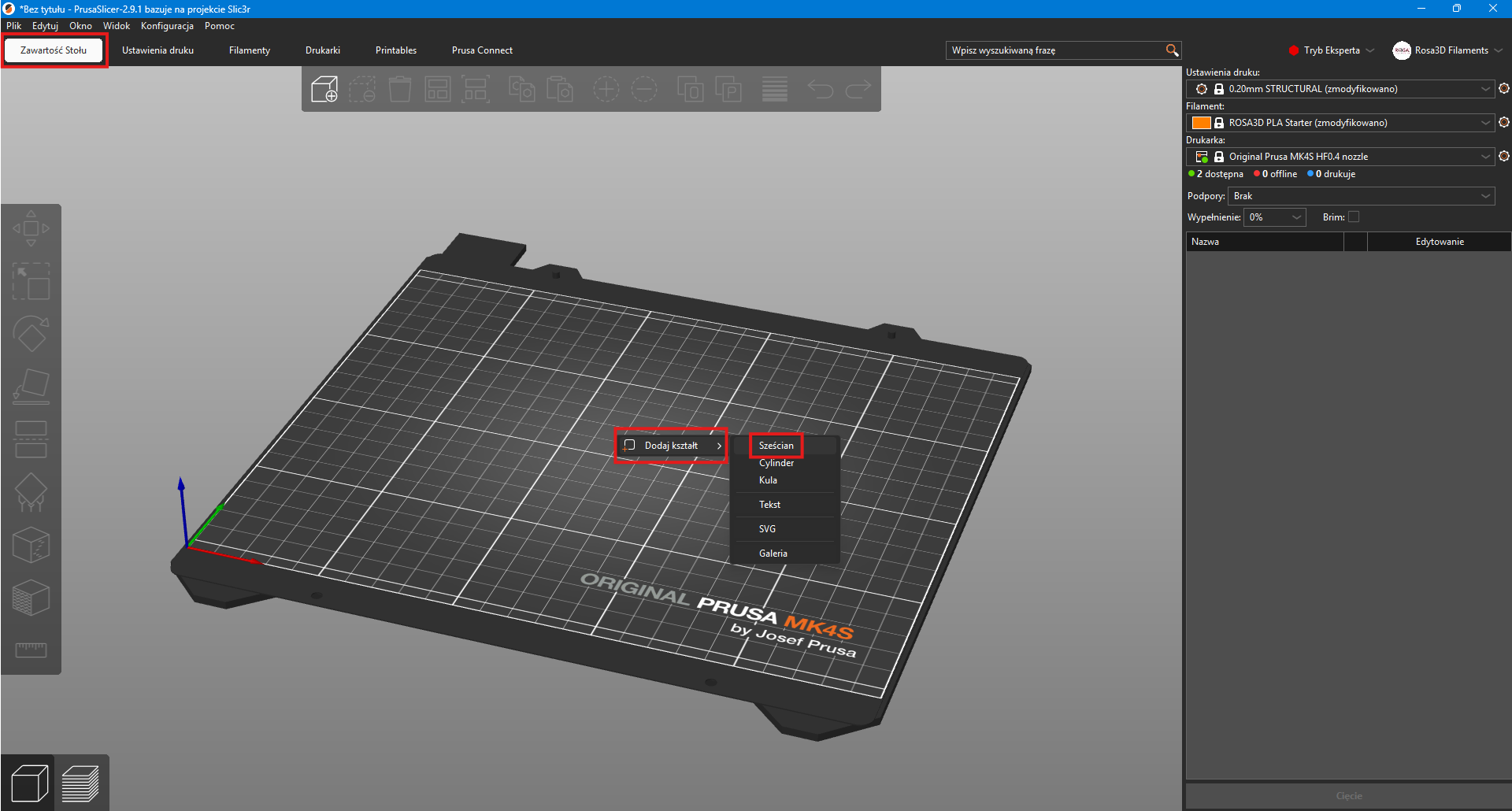
Następnie należy przejść do zakładki Zawartość stołu, kliknąć prawym przyciskiem myszki na puste pole stołu drukarki, najechać myszką na Dodaj kształt i wybrać Sześcian.
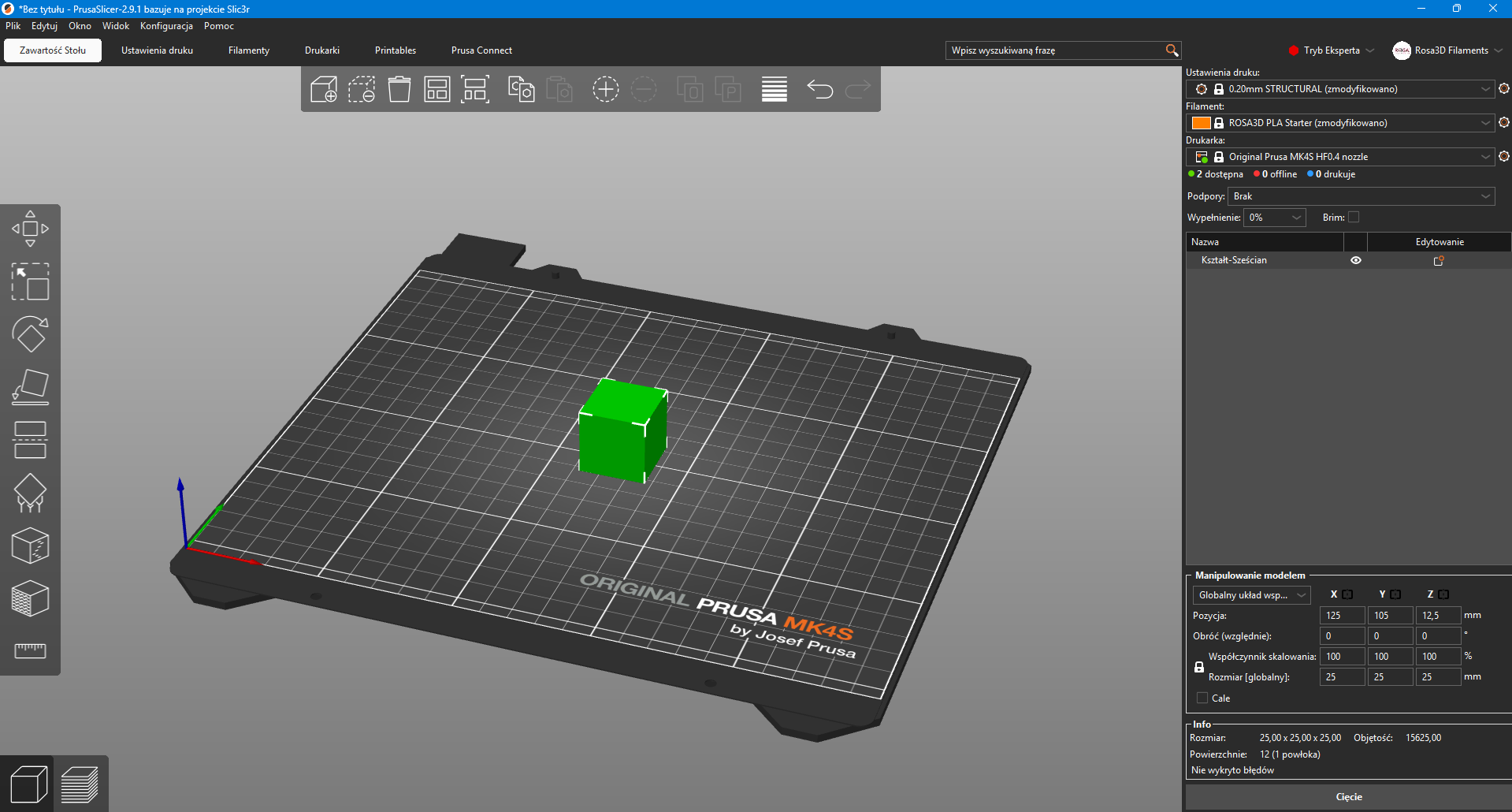
Tak przygotowany plik należy wyslicować i wydrukować.
W BambuStudio należy zmienić ustawienia według zrzutów ekranu poniżej.
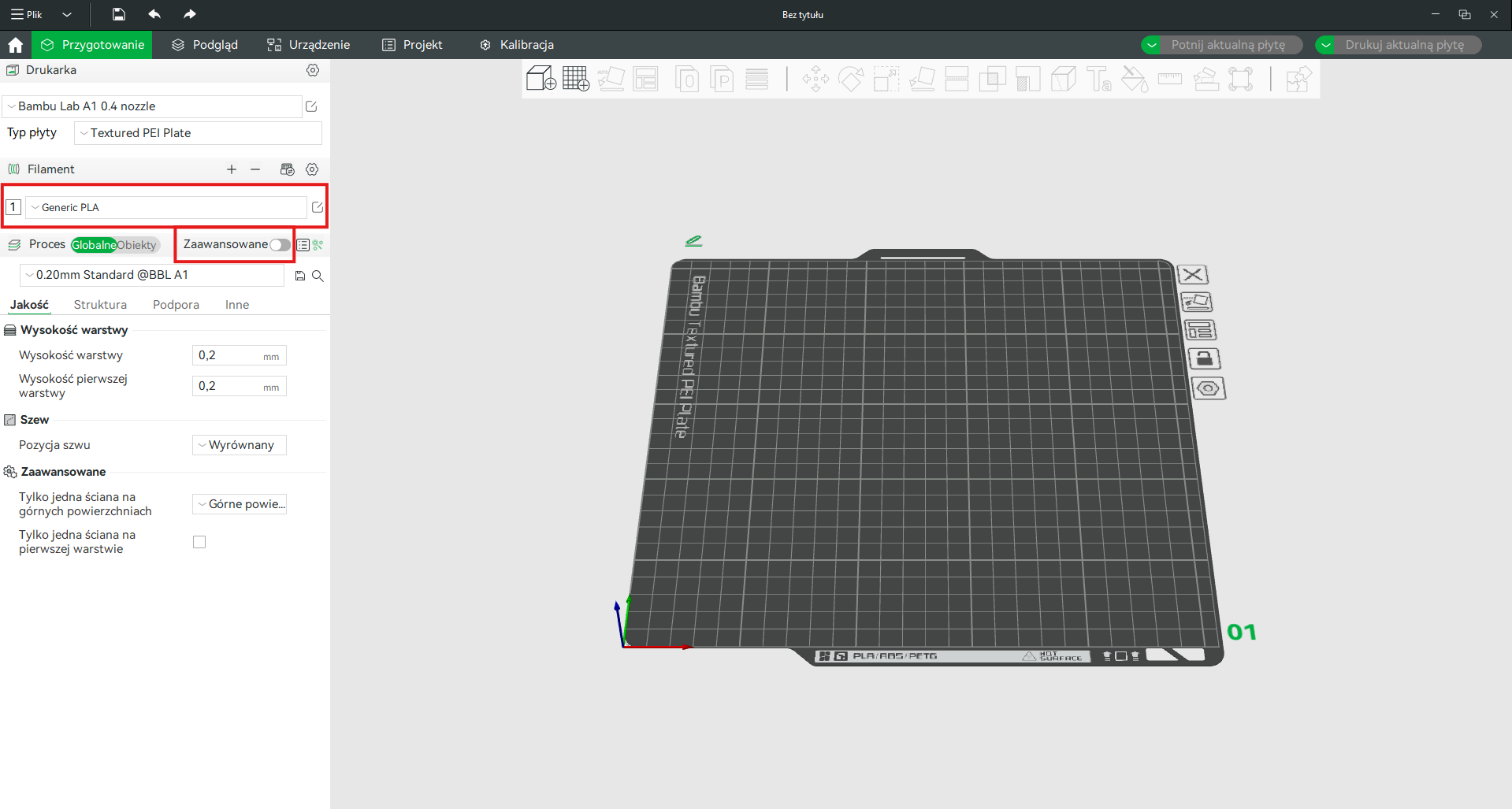
Z listy filamentów należy wybrać profil Generic PLA i włączyć opcje Zaawansowane.
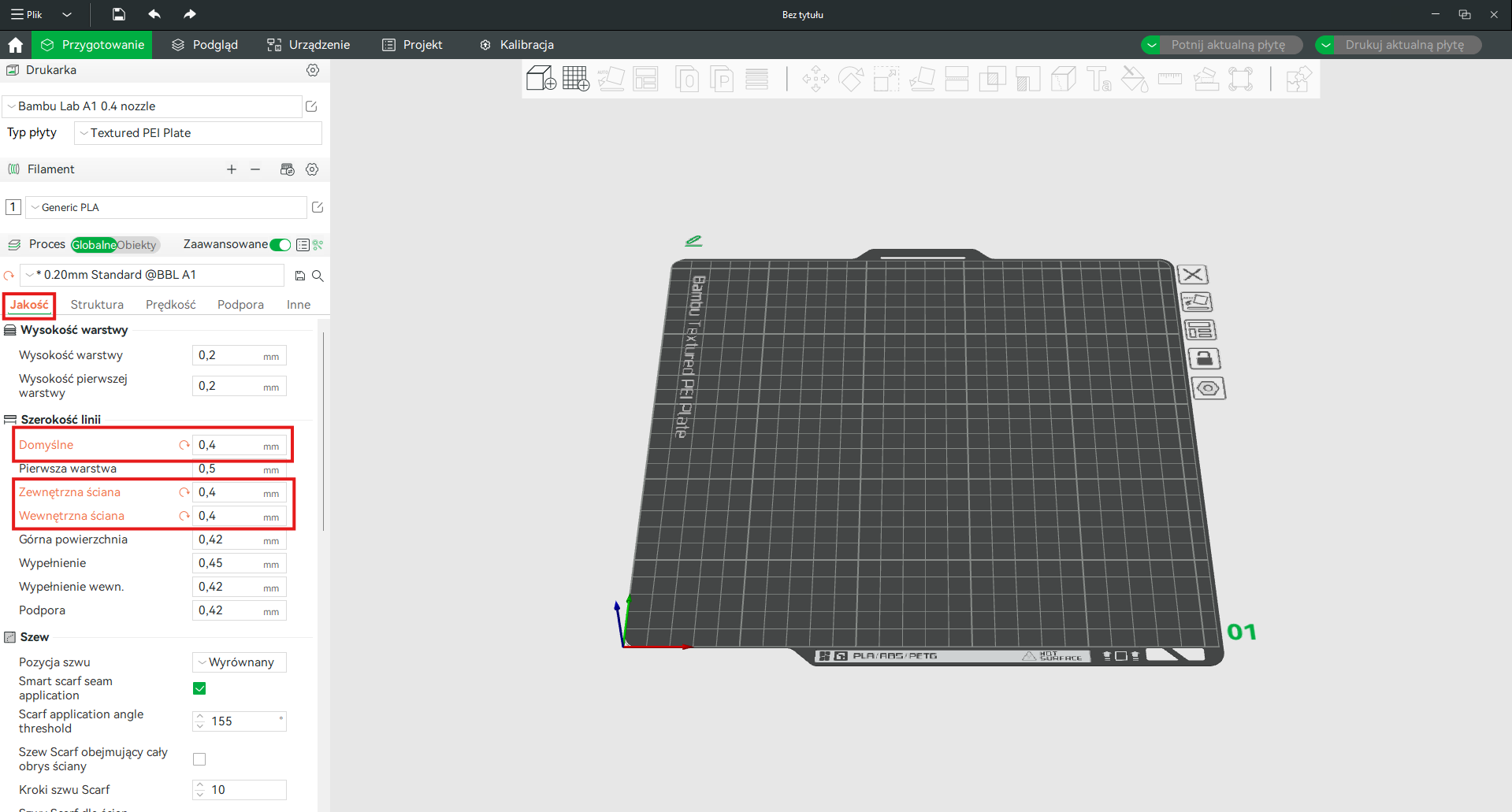
W zakładce Jakość należy zmienić Szerokość linii według zrzutu ekranu powyżej.
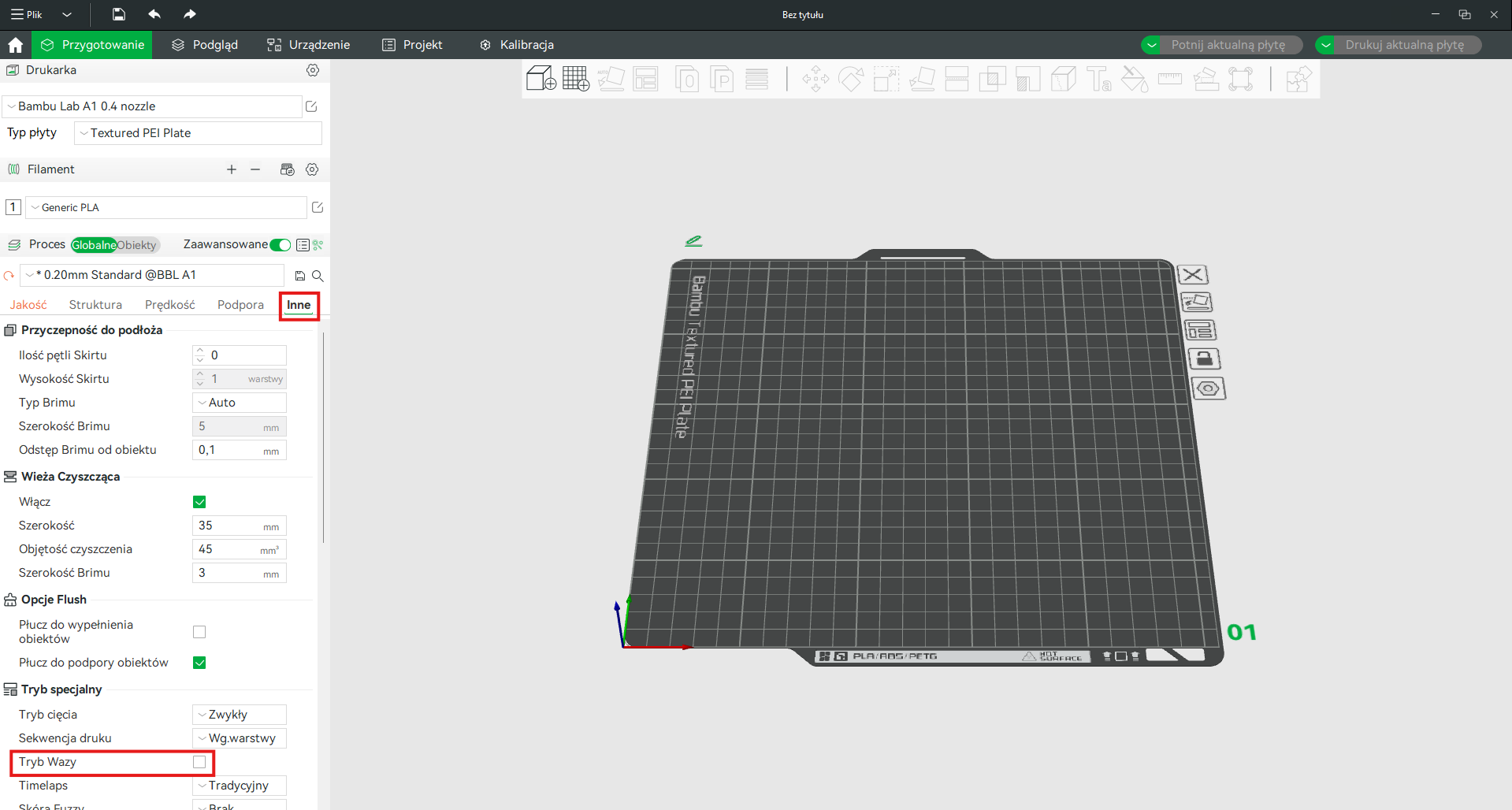
W zakładce Inne należy włączyć Tryb Wazy.
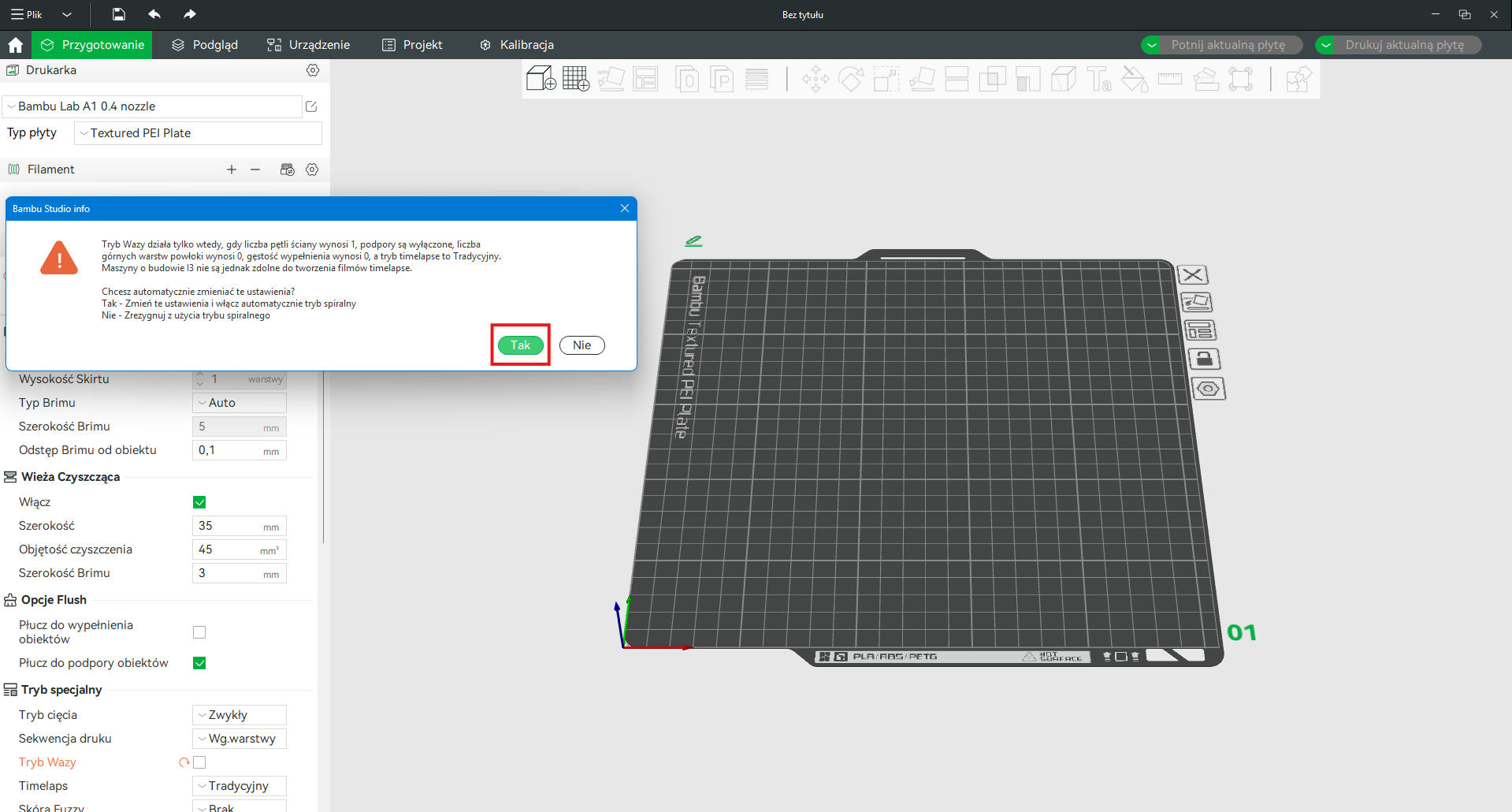
I zatwierdzić.
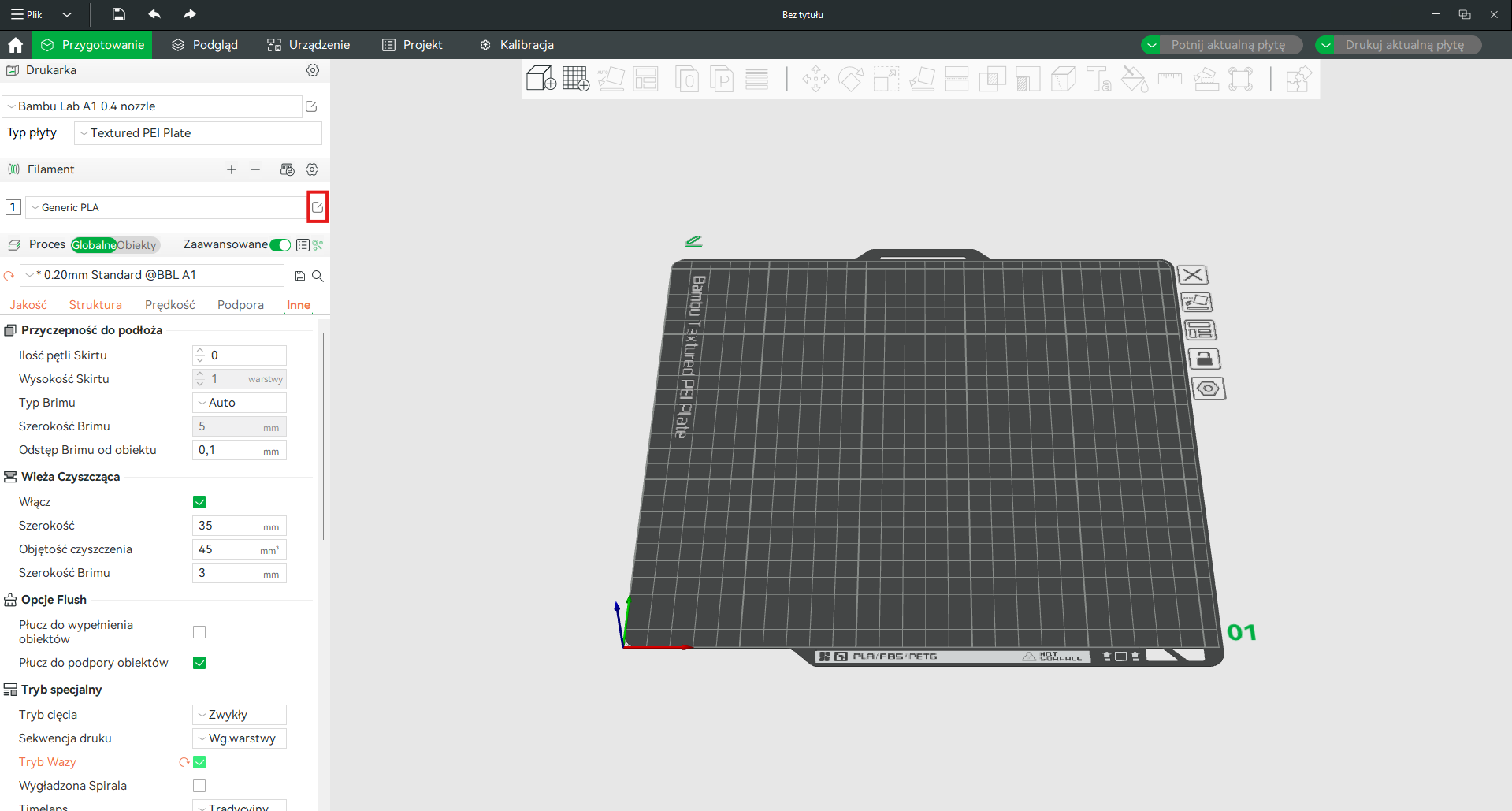
Następnie należy edytować ustawienia filamentu.
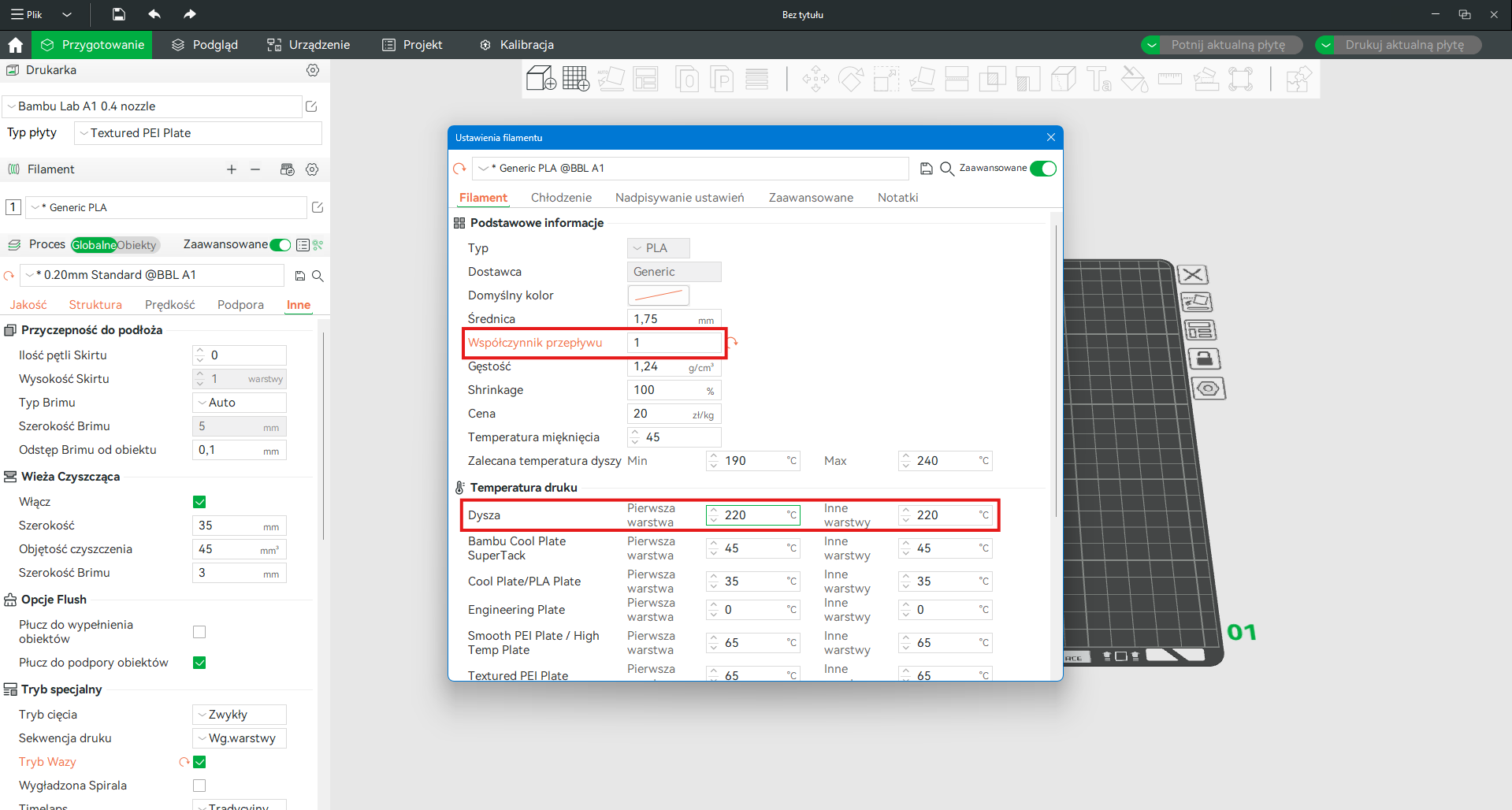
Należy zwrócić uwagę na Współczynnik przepływu. Podczas kalibracji powinien wynosić 1. Temperaturę druku należy zmienić w zakresie 220 – 250, w zależności od potrzeb.
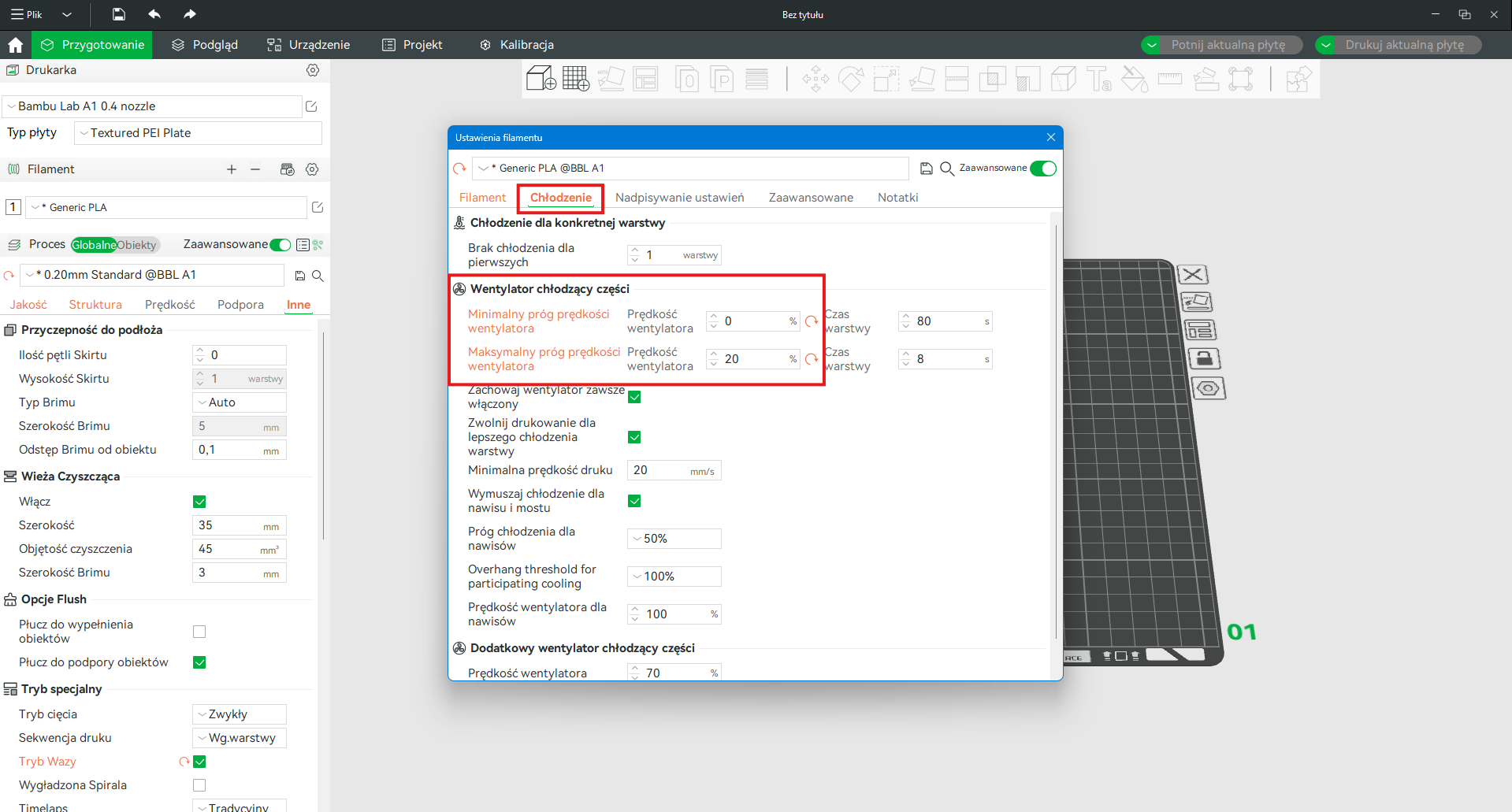
W zakładce Chłodzenie należy zmienić ustawienia według zrzutu ekranu powyżej i zamknąć okno z ustawieniami filamentu.
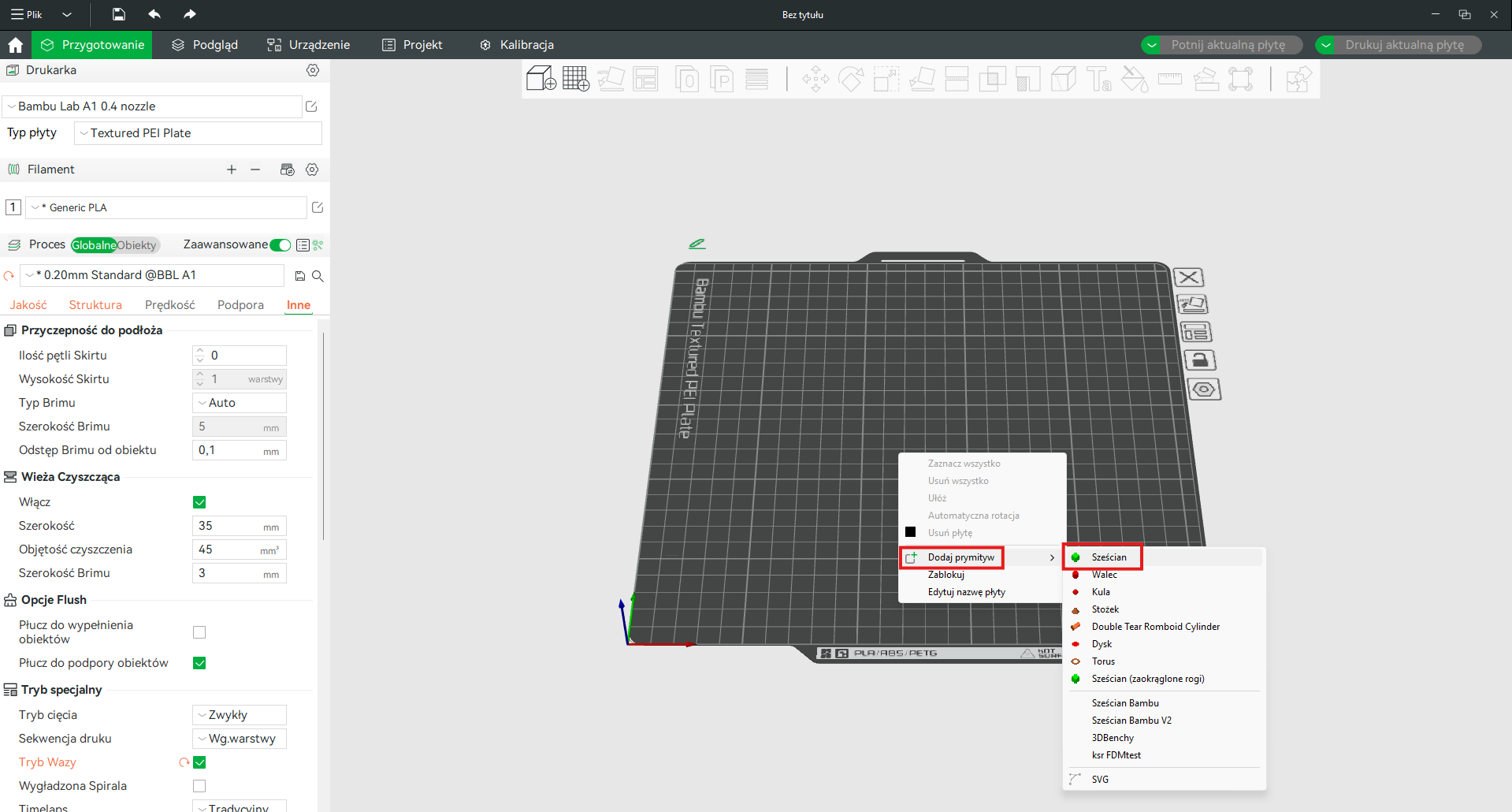
Następnie należy kliknąć prawym przyciskiem myszki na puste pole stołu drukarki, najechać myszką na Dodaj prymityw i wybrać Sześcian.
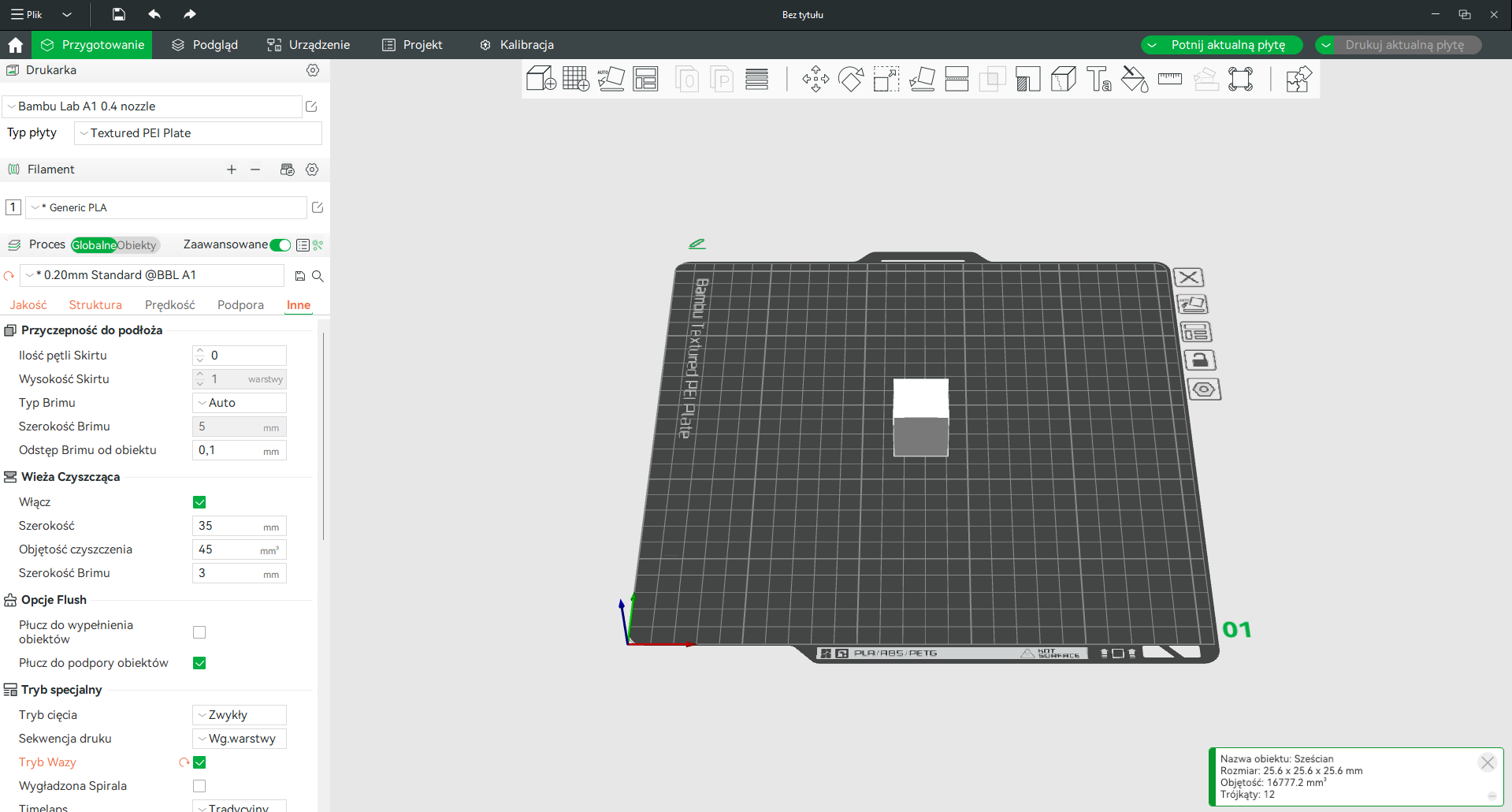
Tak przygotowany plik należy wyslicować i wydrukować.

Po wydrukowaniu należy zmierzyć grubość ścianek. Żeby oszacować nową wartość współczynnika ekstruzji należy skorzystać z prostego wzoru matematycznego:
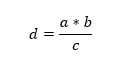
gdzie:
a – współczynnik ekstruzji podczas druku
b – ustawiona grubość ścianki
c – zmierzona grubość ścianki
d – nowy współczynnik ekstruzji
Dla przykładu zostanie obliczony nowy współczynnik ekstruzji dla wartości ze wcześniejszego zdjęcia.
| Dane | ||||
| a – współczynnik ekstruzji podczas druku | 1 | |||
|---|---|---|---|---|
| b – ustawiona grubość ścianki | 0.4 | |||
| c – zmierzona grubość ścianki | 0.94 | |||
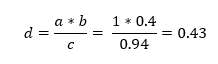
Nowy współczynnik ekstruzji wynosi 0.43. Jest to wartość teoretyczna i należy ją zweryfikować podczas normalnego drukowania.
ROSA PLAST SP. z o.o.
ul. Hipolitowska 102B
05-074 Hipolitów k. Halinowa
Obsługa zamówień (PL)
+48 698 940 440
Email
eshop@rosa3d.pl
Nasz zespół obsługi klienta jest do Państwa dyspozycji w dni robocze w godzinach:
od 7:00 do 15:00
Obserwuj nas